






































铸造or锻造?高端装备环形部件发展新趋势!
近年来,锻造技术不断取得突破性进展,以往被认为只能铸造生产的大型环件,借助新的锻造装备和工艺也能使用锻造来完成。尤其像水电、轴承、水泥回转窑等领域,选铸造还是锻造,已经成为影响相关设备稳定性、寿命和综合拥有成本的关键因素之一。
A. 铸造or锻造:两种不同的金属成形逻辑
铸造是 “液态成形”—— 将金属加热至熔融状态,倒入模具后冷却成形,像用模具做蛋糕一样,能轻松做出复杂形状。
锻造是 “固态塑形”—— 金属加热到可塑状态后,通过锤击、压制等外力 “锻造” 成形,就像揉面团时把气孔挤出、让质地更紧实。这个过程中,材料晶粒被细化、结构被压实,疏松缺陷被消除,这种 “千锤百炼” ,让环形件性能更均匀,尤其适合高负荷、高可靠性要求的关键部件。

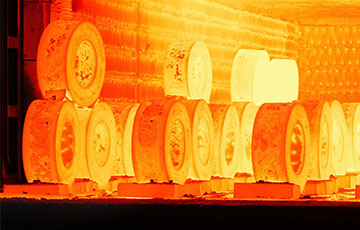
“铸造改锻造”制作的170吨巨型轮带
B. 为什么高端装备开始出现偏爱环形锻件的趋势?
环形件正在出现“锻造代替铸造”的新趋势,核心原因有3个:
1. 增加寿命,少修少换:锻件成形时材料被充分压实,疏松、气孔等缺陷几乎为零,从源头减少修复和报废。
2. 性能优异,适配极端环境:晶粒结构均匀且细化,抗冲击、抗疲劳性能更强,适合核心承重、高频运转的关键零件。
3. 全周期总体拥有成本低:但更低的故障率、更少的停机维修、更长的更换周期,让整体综合成本更具竞争力。
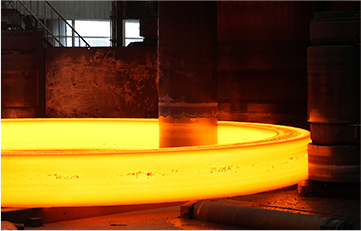
万吨回转窑用整体锻造轮带
那什么情况下,你应该考虑“锻件代替铸件”呢,以下6个维度供你快速自查:
● 环形件是否用是高承重部件?
● 是否用于7x24小时不停歇的恶劣工况?
● 是否对设备安全性要求极高?
● 是否是瓶颈设备使用?
● 此前的铸件是否常因内部疏松导致零件提前失效?
● 是否频繁出现铸件焊接修复?
如果以上有 3 个及以上答案为 “是”,那么 “铸件换锻件”,大概率是最优解,因为这可以为你节省大量的停机、检修、维保等隐性成本,显著自己企业的提升竞争力。
打破 “超重兴环件只能用铸造” 的固有认知,才能抓住技术进步的红利,取得更理想竞争力。现在就迈出第一步:把你的图纸和生产痛点发给伊莱特,后台私信我们,我们会在 24 小时内给出定制化评估报告。
立刻采取行动吧!

















