







































已交付轴承环最大直径
15米
可加工轴承环最大直径
21米
最大边宽
1.7米


外硬内韧,均匀一致
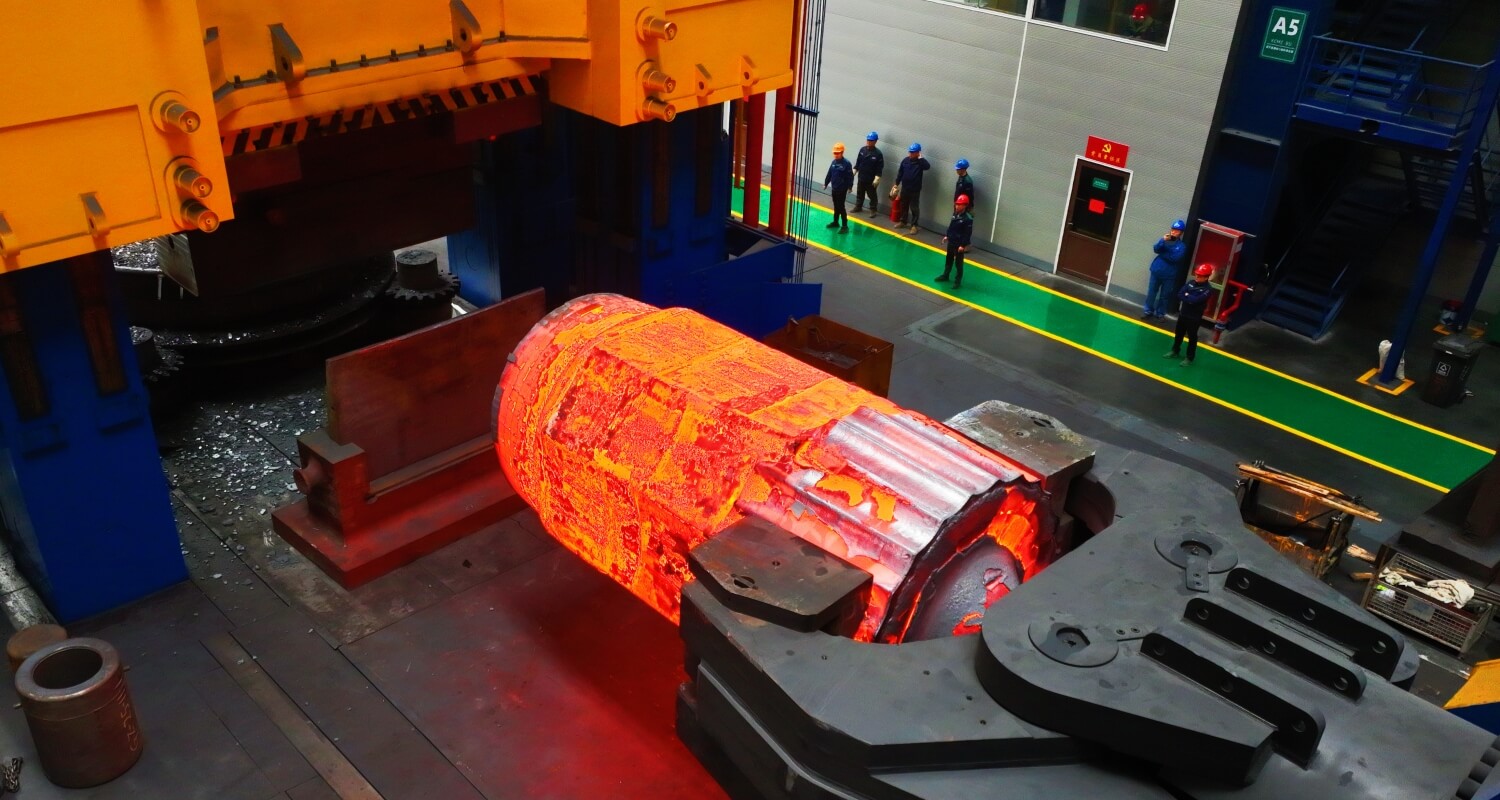
回转支承在圆周方向上必须具有高度一致的硬度与韧度。圆周上任何一个点的瑕疵,都可能引发应力集中,产生裂纹或过度磨损。采用径轴向轧制的轴承环,具有以下优点:
1. 更完整的环状流线:径轴向轧制是一种连续旋转加工,金属内部纤维在轧辊的巨大力量下,沿环形坯料的圆周方向流动,形成闭合的环状流线,正好贴合回转支承的几何轮廓。
2. 更优化的表面硬度与心部韧度:锻环表层因直接受到轧辊的作用力,金属流线更加密集且平行于表面,心部金属则在径向压缩下向两侧延展,这种 “表层密集 - 心部发散” 的梯度结构,即增强了锻件的表层硬度,又保留了心部韧性,几乎完美满足了大型回转支承的要求。

分体式回转支承,有必要采用整体制造的轴承环吗?
是的!
大直径分体式回转支承往往被用于海洋工程等高价值资产,他们要承受更大的径向、轴向及倾覆载荷,因此要有更高的可靠性。
以往分体式回转支承使用多个弧形锻件组合而成,由于这些弧形锻件是分批制造、分批热处理、分批机加工,因此在性能上很难完全一致,而且加工工艺繁琐,交付周期很长。
而伊莱特能制造出最大直径22米的整体锻环,由于整体成形、整体热处理、整体机加工,成形后的轴承环,不论用于整体式,还是锯切后用于分体式回转支承,都能更好满足您的需求。
业绩展示

客户:洛轴
直径:13.8米
重量:38吨

客户:铁建重工
件数:4件
直径:7.6米

客户:南通润邦
件数:2件
最大直径:15米
展开更多 +
收起 -

相关新闻



